

Программное обеспечение UltraVision®: Более 25 лет инноваций в неразрушающем контроле
Уже более 25 лет программное обеспечение UltraVision® находится в авангарде программного обеспечения для неразрушающего контроля (НК), предоставляя надежные и инновационные решения для широкого круга отраслей. Первоначально разработан в 1996 году как TomoView, UltraVision со временем эволюционировала, коренным образом изменив наш подход к неразрушающему контролю. В этой статье мы более подробно рассмотрим историю UltraVision, его эволюцию и то, как это программное обеспечение изменило индустрию неразрушающего контроля.
1996: TomoView, первая версия
В 1996 году компания R/D Tech выпустила TomoView, первую версию программного обеспечения для неразрушающего контроля. В то время TomoView был разработан в первую очередь для рынка атомной энергетики. Его ранние версии были ограничены анализом данных многоканального обычного ультразвукового контроля (УЗК).
1999: Внедрение сбора и анализа данных PAUT
В 1999 году был представлен TomoView 1.4, который позволял настраивать, собирать и анализировать данные УЗК с фазированной решеткой (PAUT) с помощью TomoScan Focus. Это изменило правила игры в отрасли, запустив совершенно новый рынок неразрушающего контроля.
2004: Энергетическое подразделение R/D Tech куплено Zetec
В 2004 году энергетическое подразделение R/D Tech было приобретено Zetec. В этом подразделении находилась команда разработчиков TomoView. Zetec продолжила разработку программного обеспечения под названием UltraVision 1.
Основные характеристики раннего UltraVision
Ключевые функции программного обеспечения в первые годы включают усовершенствованный калькулятор PA 1.1 с графическим пользовательским интерфейсом (GUI) и поддержкой датчиков с 2D матрицей (DMA), онлайн-быстрое преобразование Фурье (FFT), таблицу индикации и функцию объемного слияния.
И хотя следующее изображение показывает, как далеко назад во времени мы отправились, калькулятор законов фокусировки был новаторской технологией, которая предлагала расширенные возможности для создания задержек закона фокусировки. Его графическое отображение конфигурации преобразователя было новой функцией, которая позволяла пользователям проверять и подтверждать входные данные и результат законов фокусировки для различных типов массивов. Кроме того, калькулятор предоставил подробную числовую информацию для каждого закона задержки, включая положение точки выхода и фокуса луча, угол преломления луча и угол перекоса. Его сложные возможности действительно опережали свое время.

Рис. 1. Усовершенствованный калькулятор PA 1.1 с графическим пользовательским интерфейсом и поддержкой датчиков с 2D матрицей (DMA).
Объемное слияние, процесс, который позволяет объединять ультразвуковые данные, полученные с помощью различных акустических лучей, также было новой функцией того времени. Этот процесс заключался в сравнении амплитуд, полученных в каждой точке проверяемого объема по рассматриваемым каналам и/или законам очага, и создании новой группы данных с максимальной амплитудой, наблюдаемой в каждой точке проверяемого объема. Возможность выполнения такого процесса стала крупным достижением в технологии ультразвукового контроля и открыла новые возможности для контроля и анализа.
Как UltraVision Software усовершенствовала контроль в ядерной энергетике с 1996 по 2004 год
Контроль сварных швов разнородных металлов
В этот же период программное обеспечение UltraVision стало прорывом в секторе производства электроэнергии благодаря первой в истории инициативе демонстрации производительности (PDI) квалифицированной процедуре ультразвукового контроля с фазированной решеткой на сварных швах из разнородных металлов (DMW) на атомных электростанциях, реализованной в сотрудничестве с Научно-исследовательским институтом электроэнергетики (EPRI).
Как позже подтвердила техническая презентация в 2012 году, Zetec постоянно работала с EPRI, чтобы раздвинуть границы сложных приложений. Используя уроки, извлеченные из многолетнего полевого опыта, они аттестовали усовершенствованное решение для ультразвукового контроля с применением фазированной решеткой для сварных швов трубопроводов из разнородных металлов с использованием либо ZIRCON®, либо мощного DYNARAY® инструмента. Эти ультрасовременные приборы, управляемые ведущим в отрасли программным обеспечением UltraVision, обеспечивают лучшую фокусировку, улучшают качество данных и повышают эффективность контроля. Процедура ультразвукового контроля с фазированной решеткой охватывает обнаружение дефектов, определение длины и толщины стенки в сварных швах трубопроводов из разнородных металлов с внешней поверхности. Применяемые методы контроля основаны на двухмерных матричных преобразователях с частотой 1,5 МГц. Объем процедуры варьируется от патрубков малого диаметра до безопасного конца с толстыми стенками и сварных швов патрубков, соединяющих парогенераторы с главным трубопроводом теплоносителя.
По многолетнему опыту работы с сайтом были сделаны следующие выводы:
- Двойная двухмерная методология с фазированной решеткой обеспечивает очень хорошие возможности контроля как дефектов по окружности, так и осевых дефектов в сварных швах труб из разнородных металлов для большого диапазона диаметров и толщин.
- Контроль с записью результата с использованием либо ручных, либо полностью автоматических механизмов сканирования генерируют данные контроля качества, обеспечивая надежное обнаружение и точное измерение длины и размеров через стенку.
- Разработано и официально сертифицировано аппаратное обеспечение УЗК нового поколения с фазированной решеткой и передовое программное обеспечение, что повысило качество данных и эффективность контроля.
Узнайте больше из этого руководства по применению о контроле сварных швов из нержавеющей стали и разнородных металлов с помощью передовых ультразвуковых методов с фазированной решеткой.
Контроль фидера CANDU
UltraVision был особенно полезен для контроля фидеров CANDU в атомной энергетике. Он предоставил самые современные решения для неразрушающей оценки (NDE), установив новый стандарт экономичных и надежных проверок электростанций по всему миру. Клиенты в значительной степени полагались на ультразвуковые сканеры Zetec для оценки состояния их критической инфраструктуры, обеспечения их безопасной работы и более длительного и продуктивного срока службы.
Компания Zetec предлагала готовые системы для измерения толщины стенки фидера и обнаружения трещин, а также индивидуальные решения и методы контроля, адаптированные к конкретным потребностям. Тщательно интегрированные системы сбора данных включали управляющее оборудование, ультразвуковые тестеры и запатентованное стандартное программное обеспечение для анализа данных для беспрепятственного развертывания в полевых условиях.
Опция пакета CANDU была эксклюзивной функцией программного обеспечения UltraVision, разработанного специально для контроля фидерных трубок. Он предлагает быструю и простую визуализацию карты толщины стенки с точным позиционированием ультразвуковых данных. Кроме того, он предоставил специальный инструмент для расширенного анализа измерения толщины, включая взаимную и автокорреляцию (эквивалент FAATS-COG), позволяющий аналитикам получать точную информацию о толщине в любом месте.
Кроме того, программный пакет UltraVision CANDU включал автоматическое масштабирование цветовой палитры амплитуды, повышая контраст отображаемых изображений и обеспечивая лучшую визуализацию данных. Функция определения карты толщины стенки после обработки позволила создать новую карту толщины после того, как данные были проверены аналитиком, и ее можно было отобрать в 3D-модели питательной трубы. А-сканы также можно экспортировать в формат, совместимый с FAATS-COG.
Программное обеспечение UltraVision с опцией пакета CANDU предлагало передовые технологии и комплексные решения для ядерных инспекций, обеспечивая точные, надежные и экономичные инспекции атомных электростанций CANDU по всему миру.

Рис. 2. Специальные инструменты UltraVision для фидерных трубок
2008: выпуск UltraVision 3
Забавный факт: UltraVision 2 никогда не существовало.
В 2008 году программный код UltraVision был полностью переработан, что привело к появлению на рынке UltraVision 3. В сочетании с системой приобретения DYNARAY это позволило диверсифицировать рынок.
Но прежде чем мы перейдем от атомной отрасли, стоит отметить разработку и внедрение передовых методов ультразвукового контроля вместо ручного ультразвукового контроля и радиографии для контроля сварных швов с узким зазором при изготовлении кольцевых сварных швов основных компонентов. И пока мы на этом, почему бы не рассмотреть улучшенную проверку больших кованых роторов благодаря UltraVision?
Контроль толстых сварных швов ядерных судов
Производство парогенераторов (ПГ), водо-водяных реакторов (PWR) и корпусов реакторов под давлением (RPV) включает объемный неразрушающий контроль кольцевых сварных швов. Это швы с узким зазором (NGW) длиной до 16 метров (52 фута) с толщиной стенки от 100 до 200 миллиметров (от 4 до 8 дюймов). Программное обеспечение UltraVision предоставляет все инструменты для эффективного рабочего процесса проверки во время настройки, калибровки, проверки и оценки данных. Включение настраиваемой системы сбора данных и инспекционного робота позволяет проводить полностью механизированный контроль PAUT и TOFD на большом количестве толстых сосудов с узкой щелью после изготовления.

Рис. 3. Контроль сварного шва толстого сосуда методами PAUT и TOFD

Рис. 4: Данные Ultravision

Рис. 5: Данные Ultravision TOFD
Контроль больших валов роторов с помощью полугибкого зонда PAUT и инструментов DGS
Программное обеспечение UltraVision является ключевым фактором повышения качества и эффективности инспекций, что делает его ценным инструментом для инспекций ядерных роторов. Большие полугибкие датчики PAUT обладают превосходными характеристиками по сравнению с обычными и жесткими датчиками UT благодаря более высокой передаче акустической энергии, лучшей фокусировке и более эффективному соединению; один датчик PAUT может соответствовать требованиям к обнаруживаемости для исследования с прямым и наклонным лучом. Благодаря высокопроизводительному оборудованию с фазированной решеткой и этому единому программному пакету этот метод можно эффективно применять в промышленных условиях, что приводит к значительному сокращению общего времени контроля при соблюдении требований стандартов.

Рис. 6. Контроль больших валов роторов с помощью полугибкого зонда PAUT и инструментов DGS

Перспективные возможности UltraVision в будущем
Эволюция программного обеспечения UltraVision привела к реализации многих ключевых функций, включая трехмерную рабочую среду для разработки методов контроля и визуализации данных, запись необработанных данных с полным матричным захватом (FMC) и автономную реконструкцию с помощью DYNARAY, метод контроля с обращением во времени для сложных композитных деталей, и проверка на коррозию с помощью сканера NDT Paintbrush.
3D рабочая среда для разработки методов контроля и визуализации данных
Моделирование и симуляция играют решающую роль в проектировании и разработке преобразователей с фазированной решеткой для ультразвукового контроля. Точные модели САПР необходимы для успешной разработки методики, а трехмерная трассировка лучей и моделирование акустического луча используются для определения и оценки фокальных законов. Законы фокусировки, зависящие от положения, имеют важное значение для сложных поверхностей, а улучшенная визуализация 3D UT UltraVision улучшила интерпретацию данных исследования.

Рис. 7. Предустановленный сварной компонент, параметры которого может настраивать оператор.

Рис. 8. 3D-образец (справа), созданный путем импорта реплики из инструмента ручного профилирования (слева).

Рис. 9. Grayloc фидерной трубки реактора CANDU: компонент с устройством трехмерного лазерного сканирования (слева, предоставлено Créaform), сгенерированный файл САПР (справа)

Рис. 10. «Азимутальный» набор лучей, озвучивающих корневые крепления лопаток турбины.
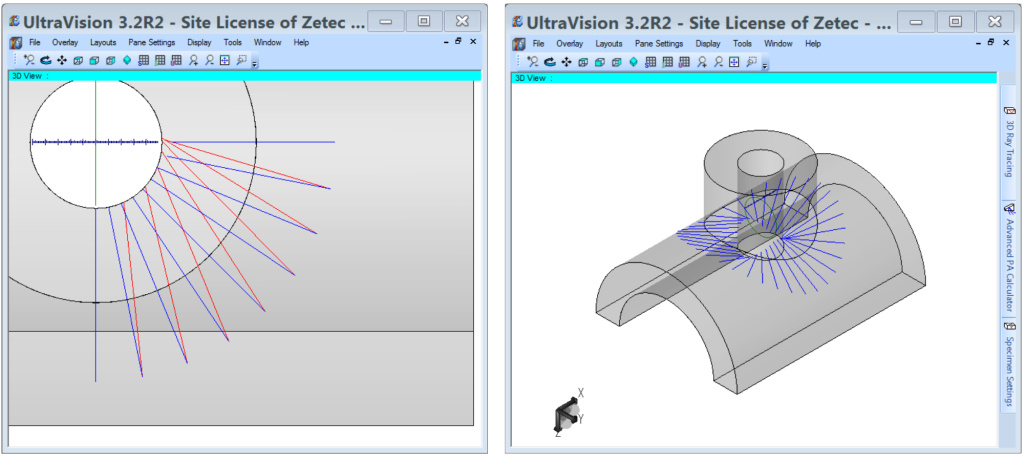
Рис. 11. Разработка метода контроля сварных швов внахлест: лучи по умолчанию (красные) и оптимизированные лучи (синие)

Рис. 12. Моделирование акустического поля низкочастотных DMA преобразователей.

Рис. 13. Моделирование акустического поля гибкого матричного датчика.

Рис. 14. Карта охвата контроля конусообразного компонента: 45°LW (синий) и 60°LW (зеленый)

Рис. 15. Определение «областей» на конической поверхности образца.

Рис. 16: Фактические данные УЗК, полученные с помощью гибкой матрицы на коническом образце с использованием инструмента групп законов фокусировки, зависящих от положения.

Рис. 17. Данные ультразвукового контроля с фазированной антенной решеткой, записанные на сварном шве трубы с установленным венчиком сварного шва (предоставлено EPRI)

Рис. 18. Трехмерная визуализация данных контроля вала большого ротора
Запись данных FMC и автономная реконструкция с помощью DYNARAY
В то время метод полного матричного захвата был новым многообещающим применением технологии фазированных решеток. FMC включает в себя запись всех возможных сигналов во временной области (A-сканы) от каждой пары элементов массива передатчик-приемник. Затем записанные необработанные данные можно использовать для создания данных, полученных от любого заданного луча (апертура, углы преломления/перекоса, положение фокусировки) посредством автономной обработки. Ценность FMC заключается в том, что она позволяет оптимизировать суммирование фазированных решеток в автономном режиме во время анализа, что может предотвратить дорогостоящие повторные сканирования.
Чтобы проиллюстрировать это, рассмотрим пример стандартного поискового блока PA, размещенного в фиксированном положении на калибровочном образце с боковыми отверстиями (SDH). Используя стандартный процесс PA, некоторые SDH могут быть обнаружены с азимутальным (или секторным) сканированием от 40° до 70°SW. В то же время собираются данные FMC. Путем суммирования данных FMC в автономном режиме создается азимутальное сканирование от 40° до 70°SW, которое дает результаты, аналогичные стандартному процессу PA. С теми же необработанными данными FMC генерируется еще одно азимутальное сканирование от -10° до 10°LW, что позволяет наблюдать SDH, расположенные непосредственно под поисковой единицей, которые не были обнаружены с помощью стандартного PA. Это демонстрирует, что получение данных FMC может значительно улучшить оптимизацию суммирования фазированных решеток и предотвратить дорогостоящее повторное сканирование.

Рис. 19: Пример возможностей обработки данных FMC
В настоящее время мы разработали гораздо больше методов обработки наборов данных FMC, таких как методы полной фокусировки (TFM) и фазово-когерентная визуализация (PCI), но работа, проделанная с использованием UltraVision более 10 лет назад, стала отправной точкой для всего этого развития.
Приложения помимо производства ядерной энергии
Эти ключевые характеристики принесли пользу не только атомной промышленности, но и нашли непосредственное применение в тяжелой промышленности, аэрокосмической и нефтегазовой промышленности. Например, программное обеспечение UltraVision было развернуто для проверки стрингеров и лонжеронов B787 из пластика, армированного углеродным волокном (CFRP). Метод контроля с обращением во времени является ключевым для контроля деталей из композитных материалов, а повышение скорости и точности с помощью масштабируемых решений неразрушающего контроля открыло больше возможностей для нефтегазового сектора.
Time Reversal метод для сложных композитных деталей
Time Reversal метод, доступный в качестве опции для стандартного оборудования Zetec PAUT и управляемый программным обеспечением UltraVision, представляет собой сдвиг в парадигме контроля композитных конструкций. Он компенсирует смещение и разориентацию датчика в режиме реального времени без снижения скорости сканирования и расширяет возможности обнаружения дефектов при одновременном улучшении оценки пористости. Решение Time Reversal также снижает стоимость необходимых механических систем сканирования, что приводит к экономии средств для конечного пользователя. Благодаря возможности подключать несколько аппаратных блоков к одному ПК и запускать несколько преобразователей параллельно, Time Reversal метод может существенно увеличить скорость сканирования. Ясно, что технология инверсии времени с программным управлением UltraVision является мощным инструментом для эффективного и действенного контроля композитных конструкций.
Контроль коррозии с помощью сканера PaintBrush NDT
В нефтегазовой отрасли правила по повышению безопасности людей и окружающей среды привели к увеличению использования неразрушающего контроля для раннего обнаружения дефектов. Этот рост спроса на неразрушающий контроль в сочетании с неопределенностью цен на сырую нефть привел к тому, что многие поставщики стали искать инновационные способы проведения более эффективных и точных проверок. Существовали основные проблемы, в том числе контроль различных типов сварных швов, оценка которых может быть сложной и дорогостоящей, или картирование коррозии, которое может быть трудным и трудоемким для выполнения на всей интересующей области. Посмотрите этот впечатляющий веб-семинар, демонстрирующий применимость NDT Paintbrush сканера с программным обеспечением UltraVision для работы с широким спектром приложений в нефтегазовой отрасли, включая проверку труб котлов, длинных сварных швов и картографированием коррозии.
2021: Zetec приобретена Eddyfi Technologies
Перенесемся в 2021 год, когда Zetec была приобретена Eddyfi Technologies. Обязательство продолжать поддерживать и инвестировать в программное обеспечение UltraVision остается прежним. Это очевидно благодаря инновационным функциям, доступным сегодня, таким как реализация усовершенствованного алгоритма фокусировки в UltraVision Touch и Classic с TOPAZ® 64 и Emerald, алгоритмы реконструкции данных FMC, инструмент частотного фильтра, сравнение данных, автоматический анализ на основе правил и расширенные инспекции методом полной фокусировки в реальном времени (TFM) и визуализацией плоской волны (PWI) с использованием новой системы ультразвукового контроля Emerald с фазированной решеткой.

Инструмент частотного фильтра
Инструмент частотного фильтра — это функция программного обеспечения UltraVision, позволяющая улучшить обработку сигналов и фильтрацию ультразвуковых данных. Используя этот инструмент, инспекторы могут улучшить обнаружение дефектов материалов, сократить время контроля и улучшить общее качество результатов проверки. Инструмент разработан таким образом, чтобы быть удобным для пользователя и настраиваемым, с различными вариантами фильтрации, доступными для удовлетворения конкретных потребностей контроля.


Сравнение данных
Инструмент сравнения данных предназначен для выполнения вычитания между двумя наборами UVData и, следовательно, выделения различий между двумя сравниваемыми наборами данных. Это приложение позволяет пользователю сравнивать полученный набор данных, который в настоящее время находится на стадии оценки, с эталонным набором данных. Эталонный набор данных может быть либо данными из эталонного состояния во времени (например, до ввода компонента в эксплуатацию, после определенного времени обслуживания и т. д.), либо из эталонного состояния целостности. Цель состоит в том, чтобы уменьшить вклад сигналов, исходящих от геометрических элементов, и выделить то, «что отличается» от эталона.

Рис. 20: Инструмент сравнения данных
Автоматизированный анализ на основе правил
Функция автоматического анализа предназначена для выполнения анализа данных в файле .UVData путем применения различных методов обнаружения с различными определяемыми пользователем критериями для нескольких типов показаний. Эта функция позволяет пользователю определить последовательность правил (ядер) с конкретными методами и параметрами, которые будут использоваться в процессе анализа данных для обнаружения/размера показаний в выбранной интересующей области и, соответственно, создания показаний в таблице показаний. Эта новая функция классифицирует созданные индикации в таблице индикаций в соответствии с ядрами, используемыми для их обнаружения/размера, а также предоставляет пользователю новые инструменты для более оптимизированного управления таблицей индикаций (фильтры, скрытие данных, назначение цвета поля индикации по классификации). Целью разработки функции автоматического анализа является поддержка последовательности анализа (набора ядер) для обнаружения, определения размера и классификации различных показаний в пределах настраиваемой области интереса в объеме данных. Алгоритм определения размера также улучшен для повышения производительности с падением на -X дБ от максимального значение индикации по всем осям.

Рис. 21. Инструмент анализа автоматизации на основе правил
Непрерывные инновации и расширение рынка: за пределами текущего будущего
UltraVision®: 25-летняя история инноваций в неразрушающем контроле
Наследие и преемственность:
Более 25 лет развития, от TomoView до современной платформы UltraVision, сохраняя совместимость с устаревшими файлами данных эпохи R/D Tech.
Многоотраслевое применение:
От атомной энергетики до аэрокосмической, тяжелой промышленности и нефтегазового сектора — решение для самых требовательных задач контроля.
Передовые технологии:
Полный матричный захват (FMC), 3D моделирование, Time Reversal метод, автоматический анализ на основе правил и многое другое.
UltraVision уже более 25 лет является основным программным обеспечением для контроля неразрушающего контроля. Его разработка и модернизация сделали его незаменимым в атомной энергетике, тяжелой промышленности, аэрокосмической и нефтегазовой промышленности. С момента своего появления в качестве TomoView UltraVision претерпел множество усовершенствований, включая такие функции, как полный захват матрицы, методы проверки с обращением во времени и усовершенствованные алгоритмы фокусировки. Его способность считывать и анализировать устаревшие файлы данных эпохи R/D Tech обеспечила эффективные и надежные последующие проверки критически важных компонентов.
UltraVision уже достигла новых высот в космическом секторе, при этом ключевым применением является инспекция в процессе эксплуатации многослойных сосудов высокого давления (LPV). Программное обеспечение также широко используется в других отраслях промышленности для обнаружения и анализа дефектов материалов, сокращения времени контроля и повышения общего качества контроля.
Будущее UltraVision захватывающее, с постоянным развитием новых функций и приложений. Eddyfi Technologies известна своей философией Beyond Current, которая раздвигает границы технологии неразрушающего контроля. Эта философия гарантирует, что UltraVision останется инновационным и надежным программным решением в ближайшие годы.
Инвестиции в UltraVision сегодня означают инвестиции в будущее программного обеспечения для неразрушающего контроля (НК). Совместимость UltraVision с другим программным обеспечением на развивающихся рынках и постоянное развитие новых функций и приложений делают его разумным вложением для компаний, стремящихся оставаться впереди конкурентов. Используя возможности UltraVision, компании могут рассчитывать на более высокую эффективность контроля, улучшенное обнаружение дефектов и повышение качества контроля.



















